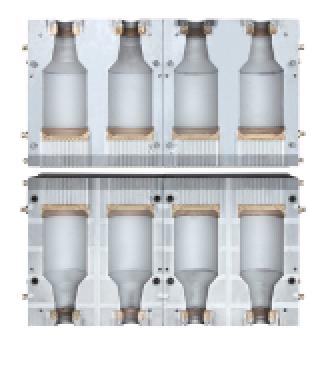
1: The segment of the blow mold: Generally speaking, the blow mold can be divided into 2 types: upper and lower sections; upper, middle and lower sections. It is conducive to blow mold processing and product demoulding;
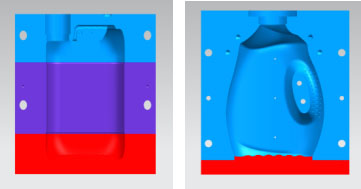
2: Parting surface: the parting surface of the product is generally in the position of the maximum profile section of the product. In the process of design, we will encounter plane typing, slope typing, surface typing and so on. Selection of parting surface can simplify the blow mold structure and reduce cost, so the selection of parting surface is particularly important;
3: Cavity size: mainly based on the wall thickness of the product and the product material to determine (HDPE 2-2.5, PP 1.8-2%)
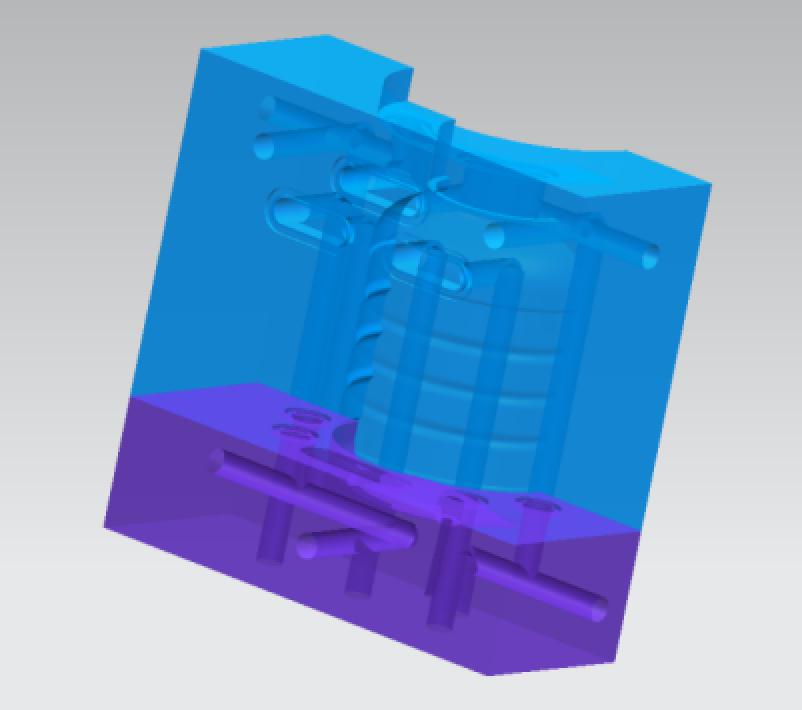
4: Blow Mold cooling: in order to shorten the cooling time of the parts in the blow mold and ensure that all parts of the products can be cooled evenly, the blow mold cooling pipe should be arranged according to the wall thickness of each part of the products;
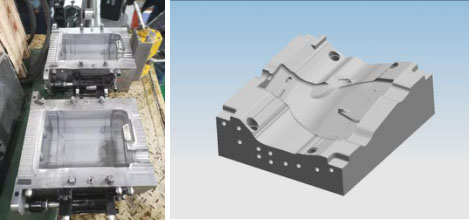
5: Make the size of the blow mold: after the design of blow mold cooling waterway arrangement is finished, the guide column is customized in a reasonable position, and the shape size of the blow mold can be worked out with the machine parameters. In general, the blow mold will not be deformed, it will save the cost reasonably.
6: Exhaust methods: blow molding mold uses a lot of exhaust methods:
Sandblasting treatment on the surface of the blow mold, vent holes or grooves (opened on the part where gas is easy to store in the cavity, or on the parting surface), embedded rod exhaust, vacuum exhaust (commonly used in engineering plastics)


7: Blow Mold material selection: Blow molds have lower requirements for materials and a wide range of options. The selection of blow mold materials should comprehensively consider factors such as thermal conductivity, strength, wear resistance, corrosion resistance, polishability, cost, and plastics used and production batches.

8: Matching machine model: According to the center distance of the blow molding machine, the blow mold moving stroke and various parameters.
9: Cutting edge: Generally, for blow molding engineering plastics and harder plastics, the cutting edge should be made of materials with good wear resistance, such as beryllium copper, stainless steel, etc.; for soft plastic products such as LDPE and EVA, generally aluminum alloy is fine.

10: Remaining trough: The cutting edge should choose a reasonable size. If it is too small, it will reduce the strength of the joint. If it is too large, it will not be able to cut and the parting surface will have a large clamp. However, if a remaining trough is opened below the cutting edge and designed as an included angle, a small amount of melt can be squeezed into the joint when cutting, thereby improving the strength of the joint.